Well folks, here we have the 11hp Briggs and Stratton model 252707 "Kool Bore" from my tractor build aka "The Warhorse".
While I had the motor out I wanted to open up the top end just to have a quick look to see if I could get away with new piston rings and a hone or if I'd have to bore it 10 thou over, then seal it back up, reinstall it and take it for some snow romps! I was very surprised to find this... a scored cylinder and metal chunks of crap everywhere!
The teardown/inspection ensued to get to the bottom of it and I found nothing... absolutely nothing! Except more chunks in the oil.
I have inspected and gone over everything 3 times, just when I think I may have figured something out it turns out to be an impossibility. The only conclusion I can come to is that it could be pieces of flashing from the cast iron parts that have broken off of the edges and have been floating around all these years, they're not flakes or filings but actual small chunks. I guess it's time to move on from that and get to working on this thing! Lol. I'll be cleaning, deburring, surfacing, polishing, porting and tweaking this thing 6 ways from Sunday in pursuit of a smooth reliable engine with a little extra pep! I probably should be going .010 over but that's not in the budget right now and I think it'll still run fine as is so it's going to have to wait!
Let's get started with the carburetor! Where this elbow is joined/mouled/cast together it's like the two halves are shifted causing a sharp little ramp sticking out on the inside radius (shiny half moon looking thing)...
... and a ledge on the outside radius. This pic was taken after a little smoothing with the Dremel. I wasn't able to get a pic of the smoothed and rounded "ramp" but in this pic you'll notice the lack of the sharp shiny edge.
Then it was time to fill the crevice/ledge with some JB weld...
... and sand it nice and smooth and contoured. I then finished off with a slightly rough, "boundary layer" finish to aid airflow while creating a touch of turbulence!
Next up was the mouth of the carb. I started shaping it with a rasp bit on a Dremel for the first pass.
Second and third passes were done with a sanding drum...
... then I finished it off by hand with sandpaper. As you can see I've created a "velocity stack" style taper for maximum intake airflow!
I decided to keep at it and do something about this inlet side elbow too, I can't get a picture of the inside radius but it was very sharp just like on the other side so I smoothed/rounded it out and turned my attention to this big ugly "wall" that I'm sure isn't helping flow much...
...after cleaning and roughing it up I did some more filling with JB weld so I could make a outside radius to help direct the flow.
You can't really tell in the picture but I shaped it into a ramp instead of leaving it as a 45 degree "lump". While I was in there I smoothed all the sharp edges, sanded it some more and gave it all a quick polish too!
Now that the carb is done I can get working on the block!
It's been a fairly busy week but I've been able to get a little bit of work done here and there. The gasket kit came in too which is super, I was getting worried it got lost in transit! Lol
The first thing I tackled was the rear fan shroud mounting holes, one bolt snapped and the other one took the threads with it so that's a bit of a problem!
Once I drilled out the snapped bolt and opened up both holes I tapped them for a couple of 1/2" long, 5/16" fine thread bolts I had kicking around. A little anti seize and they won't be a problem again!
Then I turned my attention on the intake and exhaust ports. I don't want to hog them out too much and kill low rpm velocity as I'll be keeping the motor governed (for now at least), after seeing how terrible the casting is it seems a miracle it ran as well as it did! Lol.
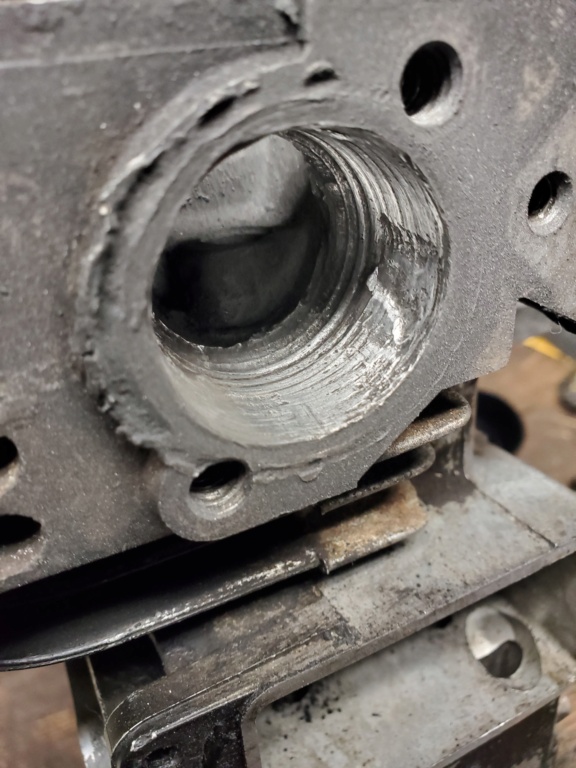
While I was cleaning up the ports I noticed the outer flange of the exhaust was beat to crap... how in the crap it happened is a bit of a question mark...
...but maybe it has something to do with THIS!! *Sigh* Guess I'll be repairing the surface the best I can and making a flange or scrounging for something to use. It kind of ruined my plan of having the exhaust threaded, with a ring welded to the pipe and a floating flange to bolt on as well for extra strength but it's not going to stop me from moving forward!
Time to get working on them ports! I only have one chance to get this right so I'll be taking my time, slowly shaping and conturing, constantly switching bits and changing the angle I'm working at while only removing a hair at a time. I'm sure it will take me a few hours over several short sessions, it's fairly tight and awkward getting the Dremel in there and I want to be especially careful not to knick the valve seat sealing surface.
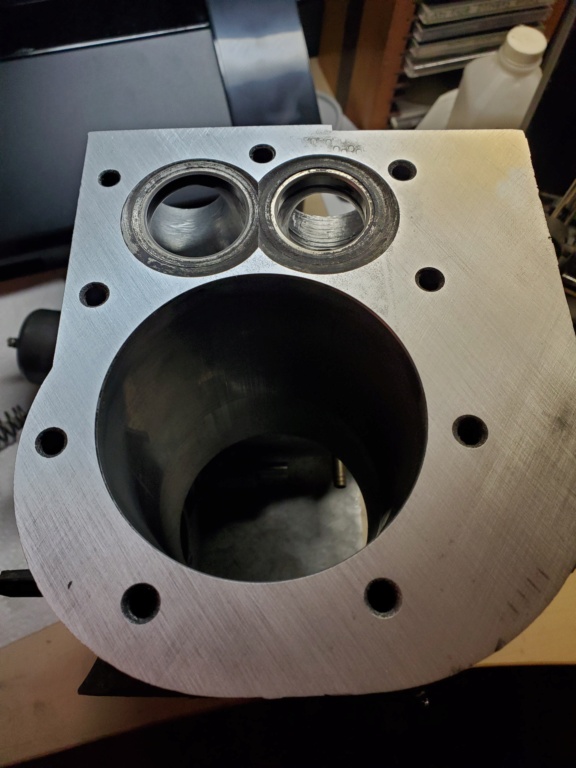
Here's the quick first pass to feel it out, see what kind of angles I can hit with what bits on my Dremel and clearance issues I may run into...
... and the second pass to start shaping, smoothing and contouring.
These are what bits I've used so far plus I have several others of different shapes and sizes. I do have the flexible extension also which helps but I sure do wish the shanks on these bits were just a little bit longer for some better reach, even another 1/2" would do!
There's still plenty to do but at least I've gotten a good start on it!
Nice job so far! Funny about the carb work you did, I actually did the same thing on an old one-piece carb years ago. It was an 11hp in my first rat rod tractor. It definitely is a real sharp bend in the intake elbow portion, makes sense to try and smooth it out.
Are you going to grind the valves and seats while she's apart? That really helps refresh these ol' flatheads when they get to this age.
"This'll either wake you up or put you to sleep forever!"- Red Green "Whatever you do you should do right, even if it's something wrong." - Hank Hill
Thanks man! Mines a 11hp also, made in 1984. Nah, the valves and seats are in such amazing condition they literally look almost brand new but I'll give them a quick lapping in and double check the seal with Prussian Blue. If anything is amiss after that then grinding is on the table.
I ordered some longer shank bits that I found on Amazon for $30 to help me move ahead with cleaning up the ports, I wish I could've found a longer shank for a sanding drum too but I couldn't so maybe I'll try to make my own!
While I'm waiting on those bits it's time to move on to other stuff, mainly the area around the exhaust, man it's beat! Lol. I spent about a 45 mins with a hand file and a strait edge going slow and smooth and steady, changing angles every minute or two until I got to this point. Man that low spot around the intake was stubborn!
Then I used a "sanding block" and sandpaper, by sanding block I mean a large unused knife sharpening stone because that's the truest handheld item I could find! About 10 mins with 150 grit and I'm calling it good for now.
I needed to fill those craters with some JB Weld and will level it out once it's cured. Because it's on the outside of the casting, will have a gasket over it and won't be in direct contact with exhaust gases I'm sure it will hold up fine. It's rated to 500° constant and I'd bet the highest temp that area will see is 350° and only because it's so close to the exhaust port.
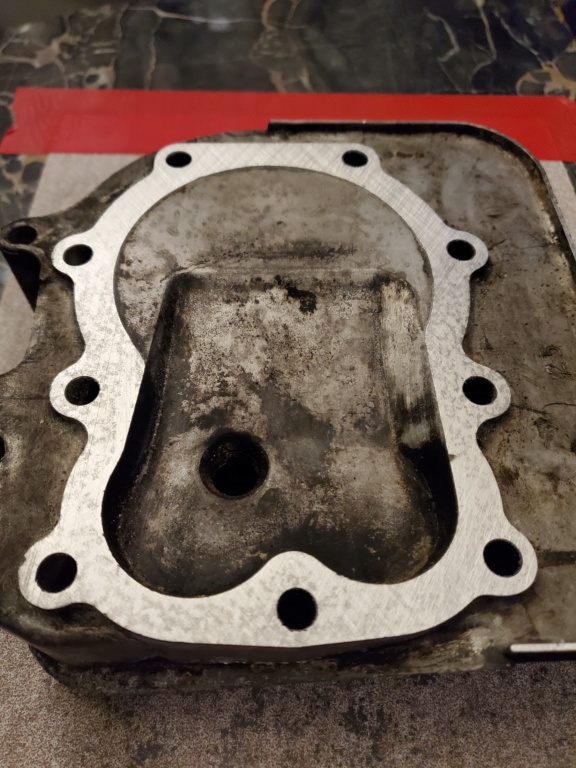
I figured it couldn't hurt to clean up the surface for the valve cover so I used my "sanding block" with 150, 220 and then 600 grit. That only took all of 5 mins.
Next step(s) will be to level out that JB Weld, finish finishing the surface then port/gasket matching the carburetor to the block while I'm waiting for the new bits to come in.
You got it smoothed out pretty good. I don't think that will be a problem with those small spots around the exhaust. You should be good.
Thank you! The small spots wouldn't have been much of a problem but this area circled would've been a exhaust leak for sure! I figured if I was filling one bit I might as well take care of it all and that's exactly what I did!
Once the Jb Weld was cured I knocked it down quick with a small file then got back into using the "sanding block" to go over it all again with 150, 220 then 600 grit, I'll go over it again with a finer grit before reassembly.
It's been pretty cold out the last couple days so I haven't been able to get much done in the way of working on the ports, it takes too much propane to keep my workshed comfortable when it's this cold out but I did port/gasket match the carburetor to the block at least. I did however end up bringing a few clean pieces inside so I could keep making progress and here's where I'm at:
The crankshaft is cleaned up and polished! I used 2500 grit sandpaper to clean up the surfaces and AutoSol to polish it, turned out pretty good if I do say so myself!
I also lapped the valves in and did a dry fit to check the clearances, ill need to gain a little now but instead of grinding the valve tips to do it I'm going to use this opportunity to take a little material off the base circle of the cam which will help clean up the crappy lobe surfaces (pictured) AND give it just a hair of extra lift. I guess this is one of those "broached" cams I've heard of? I'll be doing it by hand with sandpaper for accuracy and because it will remove the least amount of material at a time so it might take me awhile! Lol
I've also polished the valve stems, tappet stems, the base of the tappets and the camshaft journals. The goal is minimum friction because as we all know friction equals power loss and I want this motor to run at its peak efficiency!
By reducing the base circle but not touching the lobe tip it effectively gains lift, same as having a cam "reground". Same if you ran too little valve lash, the valve would be opened that little bit extra. It will be a minimal difference (about .005" on the exhaust and .003" on the intake), probably won't even be noticeable and barely measurable but I'll find out! Lol. Cleaning the rough surface of those lobes is the real motivation here! I'll do before and after measurements with my dial caliper and post the results, unfortunately I didn't do it before lapping... oh well and if I'm wrong I'm wrong, I'll still have cam lobes that are in better shape and a bit more slippery!
No problem at all! Unfortunately I don't think I'll be able to quantify any differences because I didn't get a baseline before disassembly and lapping unfortunately, I didn't have the dial caliper at that time anyhow so had no way to get an accurate read.
Anyhoo... here's the first few passes.
I'm barely taking anything off each pass and installing it and checking lash after each pass. I've been starting at 80 grit for a quick round then 150, 220, 600, 1500 and finishing with 2500. I wish I had some 400 and 800 grit to throw in the mix but it's coming along fine. The exhaust lobe must have been very bad because I gained .004 in 2 passes but only .001(ish) in 4 passes on the intake lobe. I'm putting it aside for now and taking advantage of this nice, mild day to get some more port work done.
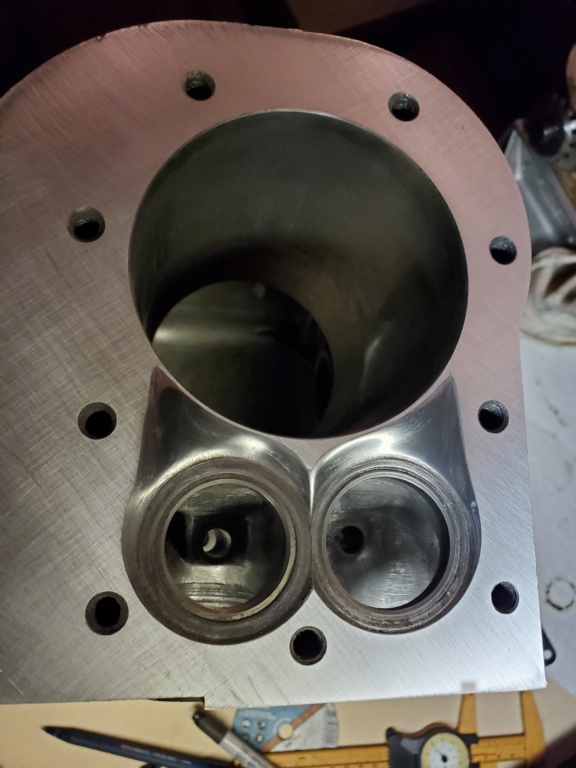
I finally got the porting done, definitely took awhile! Those new bits I got worked really well but I did cut about 1-1/2" off of each of them for better stability.
While I was messing around I thought I'd get a head start on figuring out the exhaust. Turns out there's JUST enough threads left to tighten down the 1" threaded pipe which is great because it will reduce the inner diameter (smoothly) and keep flow velocity up!
I'll need to clearance it a little at the top as you can see in the picture but that's no big deal. Even with reinforcement I still don't think I'll be able to trust it considering most of threads are ripped out so I'll come up with a plan another day, I'm just glad it will thread in at all! Lol
Just for a quick reference here's before and after shots:
There's still lots to do before assembly like finish the cam and shave the eyebrows but at least I'm making progress!
Looking really good. I think you could use a high temp sealant and pin the nipple into the exhaust port. The pin could be threaded I think and that way you could remove the nipple if you ever wanted to.
BUT
If you fit the nipple in place and then make a flange to bolt it on, and weld it to the nipple… DONE. Still can be unscrewed by removing the bolts.
Brianator likes this post
Brianator Moderator
1000+ Posts
1000+ Posts!
2022 Build-Off Top 3 Winner
2022 Build-Off Top 3 Winner
2023 Build-Off Entrant
2023 Build-Off Entrant
2024 Build-Off Entrant
2024 Build-Off Entrant
Age : 45 Join date : 2019-07-02 Points : 4545 Posts : 2385 Location : Ontario, Canada
Thank you and those are excellent ideas! I especially like option number 2 and it had been one of the thoughts I had too (great minds think alike!) but I realized I'll run into an issue trying to clock the pipe (because I've notched it on the inside of the port) and run a gasket also (to protect the surface at that point). My original idea was to weld a small ring on the pipe and have a floating flange (no gasket) and although that seems to be back on the table I've had another idea... cut the pipe flush and use it merely as a bushing and make (or find) a flange to bolt the exhaust on. The floating flange style would be by far the strongest but also the most difficult and time consuming... im a ways off from having to worry about it so I'll set it on the side burner for now! Lol.
I greatly appreciate the ideas and feedback so please dont let this post detur you from chiming in, I'm just sharing the thoughts in my head! Lol. You do alot of cool stuff and have alot of great ideas, the Rat Rod Wheelbarrow is proof of that and I'm itching to see more progress on it! Was hoping you might try to enter it in the build off... why didn't you? You still have a long ways to go with it!
Thanks, I appreciate it. The Rat Rod isn’t too far from running, IF I work on it. I had a tooth pulled today and am miserable now. Of course, it is warm enough for the next few days to work in the shop, but momma says no.
I decided to do a new build (whether or not it happens is unimportant) for encouragement to myself and others.
For reference, there are quite a few products like this. Some permanent, like this one and others that could be removed.
Brianator likes this post
Brianator Moderator
1000+ Posts
1000+ Posts!
2022 Build-Off Top 3 Winner
2022 Build-Off Top 3 Winner
2023 Build-Off Entrant
2023 Build-Off Entrant
2024 Build-Off Entrant
2024 Build-Off Entrant
Age : 45 Join date : 2019-07-02 Points : 4545 Posts : 2385 Location : Ontario, Canada
I surfaced the head yesterday, I used a slab of marble and taped sandpaper to it so I had a good true surface to work with. I started with 80 grit, stepped my way up to and finished off with 400. Overall I removed approximately .006"
I also surfaced the block, I removed approximately .004". That one spot beside the exhaust valve was awful stubborn and took awhile but it finally leveled out!
With that done I can start shaping the "eyebrows" and increase the flow. I'm hoping I removed enough from the head and block to offset the compression that will be lost when doing that, although I've heard that flow is more important than compression to flatheads.
If we're talking about boring for an over sized piston, machine shop. There's just no other way for it to be done accurately and you'd want to take the new piston and rings in so they measure it all up properly.
Alrighty so I've made some progress the last few days!
The head gasket was overhanging into the valve pockets so I took care of that and marked out the general shape I'm going with.
Then spent about 30 minutes with a sanding drum on the Dremel, I wish I spent a bit more time shaping with it because...
...it took me another 4-5 hours by hand with tiny bits of sandpaper to get it 'er done! Lol.
I've shaped it and not actually "shaved" into the cylinder as you can see, my goal is just a mild increase in flow because I want to keep the air velocity up so I was fairly conservative with how much material I actually removed. Turned out pretty good if I do say so myself! Let me know what you think!