Think I might have to admit defeat on this one. I’ve probably doubled the leverage on this caliper and still barely have workable brakes.
I didn’t want to go to hydraulic brakes but it’s sort of looking like that might be the way to go. I might still see if there’s anything I can get out of this caliper tomorrow.
I hear ya man. I had to admit defeat on my drum I had on Red at one time. Mostly, due to oil getting on the drum at the time which I figured out. Never went back to it.
Rustbucket Garage likes this post
RichieRichOverdrive Moderator
2500+ Posts
2500+ Posts!
2018 Build-Off Entrant
2018 Build-Off Entrant
2024 Build-Off Entrant
2024 Build-Off Entrant
Age : 22 Join date : 2016-10-29 Points : 7221 Posts : 4020 Location : Lewisburg, KY
That is another thought. This brake disc is right on the end of a leaking axle seal lol. Or, lack of axle seal, however you will. I will definitely reuse this disc with a hydraulic brake if I can though.
Mutt needs a new oppy. This one just burns too much oil. I have another pressure lube here but I might just stick with a regular splash lube so I’m not worried about killing a nice engine.
I think I’ve had like four 820s and three pressure lube oppys, one of which being a horizontal. Not to brag or anything I shouldn’t even mention the sub $2000 CNC mill…
Looking at hydraulic brakes on eBay, seeing some pretty cheap pull offs.
Went and did some trading with a fellow forum member for these 5 lug rims. Gotta get a tire on one and see about where I need to put the flanges on the new hubs. These wheels are a bit wider so I’m not 100% sure I’ll keep them but they’ll be just fine for the moment.
New brake setup should be here in the next day or two. That should be fun.
Shift keys and brake caliper all got here today. I figured out all my measurements for the 5 lug hubs today so I'm working on them.
I decided to use the rims from the GT6K for Mutt and put the wider rims back on the GT6K. I mounted one of the Executioners on the wider rim and didn't like how it flattened out the top of the tire, I prefer the crown shape a narrower rim gives.
Here’s that brake setup. I think it should work pretty well.
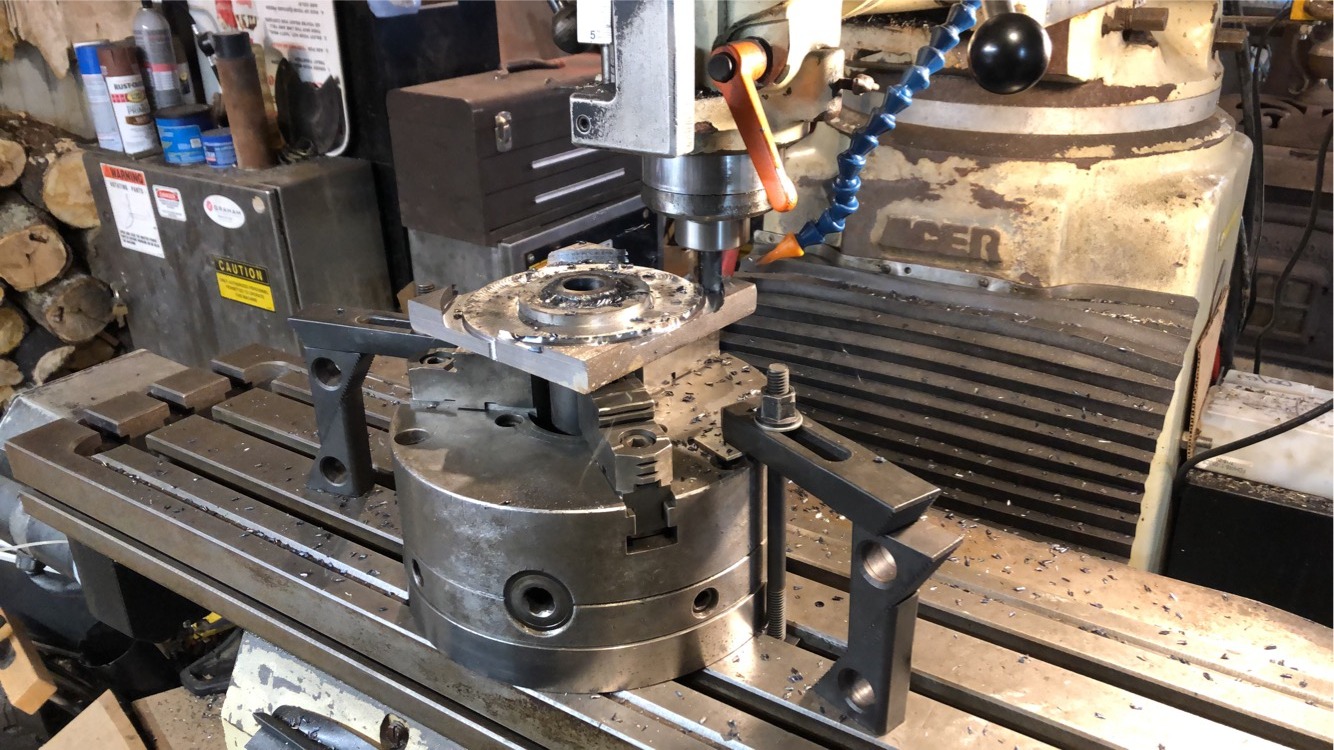
Started on hubs. Hogging material out of the hole with a 15/16 drill bit after facing and turning the part.
Before and after for the first op.. I left .025” in the bore of the hub. I’ll bore it to finished size after welding the flange on, as the weld is likely to distort the bore.
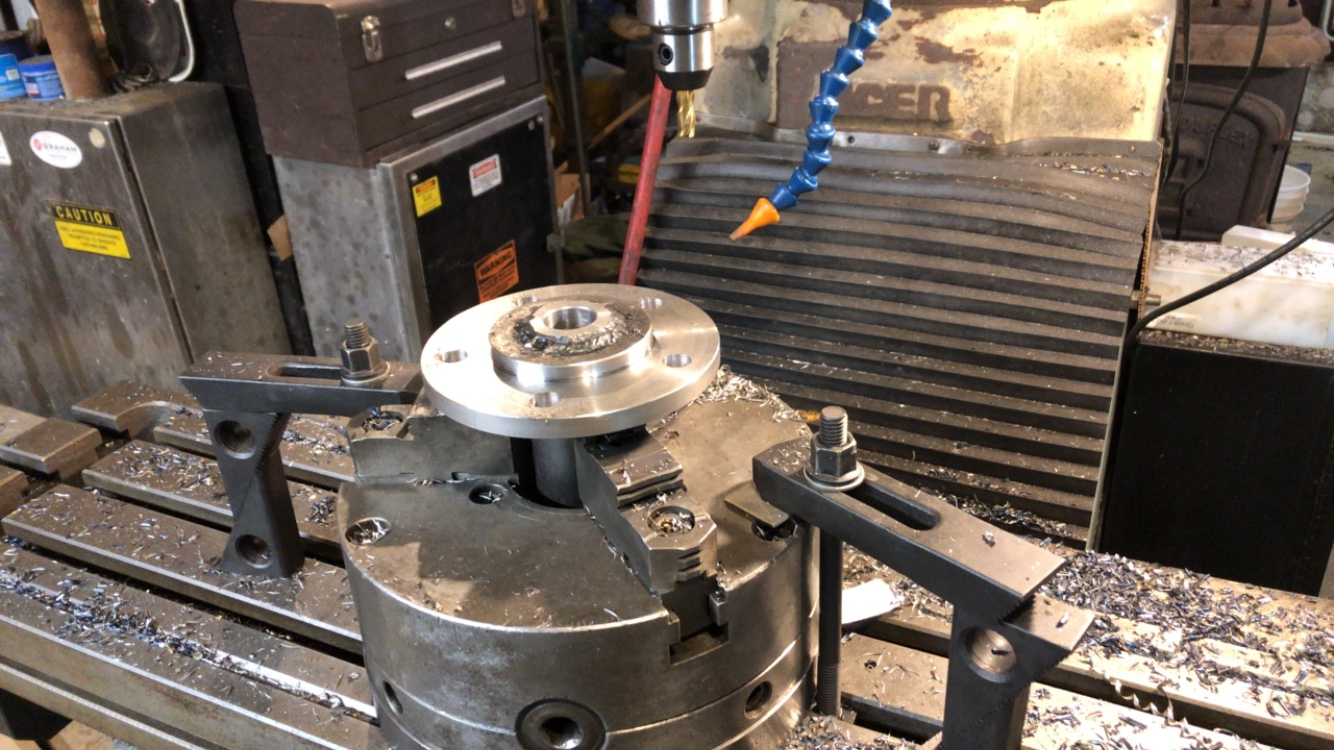
Hogged out the step in the hubs on the CNC mill, as well as milled the center hole.
I’m thinking I will weld the flanges to the hubs then set them in the 3 jaw chuck on the mill and cut down the OD. The mill will cut it round enough, I don’t think I’ll go back and true that on the lathe. Then the chuck will also be on the mill for when I drill the holes for the studs. I got some 7/16 fine thread press in studs and lug nuts from NAPA yesterday.
While waiting for a program to run on the Prototrak I went and zapped these together with the old tombstone. When I was done with that job I took the vises off the Trak, slapped an extra 3 jaw on, and milled off the OD of the hubs. This way is faster than nibbling the corners off on the lathe.
Before/After finishing the face, step, and bore on the lathe. The plates didn’t actually warp too bad, maybe .02” runout at the outer edge of the face.
Back at the mill, I picked up the center of the hub with an indicator and walked off the bolt circle with a 1/2” drill bit, then took them up to size with a 3/8” end mill, using one pocket event rotated 4 times at 72 degrees per step. The press in studs I bought needed a wonky hole size, something I didn’t have a drill bit for, so I had to do it like this.
All I have left now is to use the shaper to cut the keyway, and drill and tap for a bunch for a bunch of set screws, and press the studs in. I already pressed in two though to check if the holes were big enough.
You've built skill and have access to machinery that is so awesome! Those are looking great!
Thanks, machining seemed like a natural step for me, I don’t know anyone else my age that does it as well as me.
Whittling out the keyways now. I would take these hubs to work and just use a push broach, but they’re too long and would likely break the broach.
I made this boring bar a while back for cutting some ACME threads for a vise nut. It wound up being about the right size for this job. I hand ground the little tool bit. It’s a little under 1/4” so once I’m too depth I just walk it side to side a bit to get the width right. I’m always looking for an excuse to hand grind little tool bits like this, can never get enough practice.
Broaching keyways in the shaper always makes for goofy setups. Vise on a mill table in a vise on the shaper table.
Finished product. The bolt holes make the keyway look more crooked than it actually is lol.
After cutting both keyways I pressed in the studs and drilled and tapped four holes in each of them for set screws. Two over the keyway and two 90* from the other two. Think that might hold everything on. If not I’ll just drill and tap the ends of the axles for a bolt and washer.
A nice sloppy coat of cheap pant with no prep and no primer, just like old times.
Gotta clean and paint the rims and mount the executioners on them. Brakes are also next in line. Should have gaskets for an oppy coming soon as well.
I ran a compression check on this oppy just for fun. Spinning forwards, 60psi. Spinning backwards, 90-100. Must be the oil retention ring is wore out, because the compression rings seem fine. Unless the oil is coming through the intake valves or something, which I don’t think is very likely.
These engines have the easy start camshaft grind, intake valve stays open well into the compression stroke. Spinning it backwards uses the exhaust valve as the intake, negating the compression release.
Just bought stuff to lap the valves on the next oppy. May as well go all in. I may do some mods concerning lubrication and porting as well.
Glad to hear it, you might look at doing a mild port job, these castings are so terrible you can gain a ton with very little effort, even just knocking the casting defects out makes a noticeable difference. Plus I think it’s kinda fun
RichieRichOverdrive Moderator
2500+ Posts
2500+ Posts!
2018 Build-Off Entrant
2018 Build-Off Entrant
2024 Build-Off Entrant
2024 Build-Off Entrant
Age : 22 Join date : 2016-10-29 Points : 7221 Posts : 4020 Location : Lewisburg, KY
Port job is definitely on the list, I’ve got a little die grinder bit on the way for it. If I’m lucky I might get some work done on her this weekend. I think the trans and brakes are definitely first in line though.























 I shouldn’t even mention the sub $2000 CNC mill…
I shouldn’t even mention the sub $2000 CNC mill…