There are some good and creative methods of locking your mower's transaxle out there... So, I decided not to use them. Well, y'all know me, I got my own ideas.
Most of the methods out there involve welding the differential's spider gears all together to negate the differential action. As many have discovered, welding everything together has its faults. First, an inexperienced welder could end up with the assembly cocked. And if there's any wobble in there, it'll bind, or worse- crack the transaxle. Second, the gears are made of sintered metal. This means that they are not cast in the traditional sense, where a part is created by pouring molten steel into a mould and then machining to spec. Sintered parts begin with powdered metal, and are pressed into the final shape. Sintered metal is notorious for being unreliable when welded together. The now famous "Locker Block" is a good idea and help address this issue.
However- I'm a believer in "you can't break what you don't have". To wit: no diff= no broken diff. No matter what. I spent an embarrassing amount of time staring at the internals of my 900 series (930 to be exact but many are similar). I wanted a solution that was going to a)Not break, b)add some strength to the carrier-less design of this diff, c)be pretty hard to screw up in terms of keeping the axle running true after welding, and if at all possible, get rid of the diff entirely.
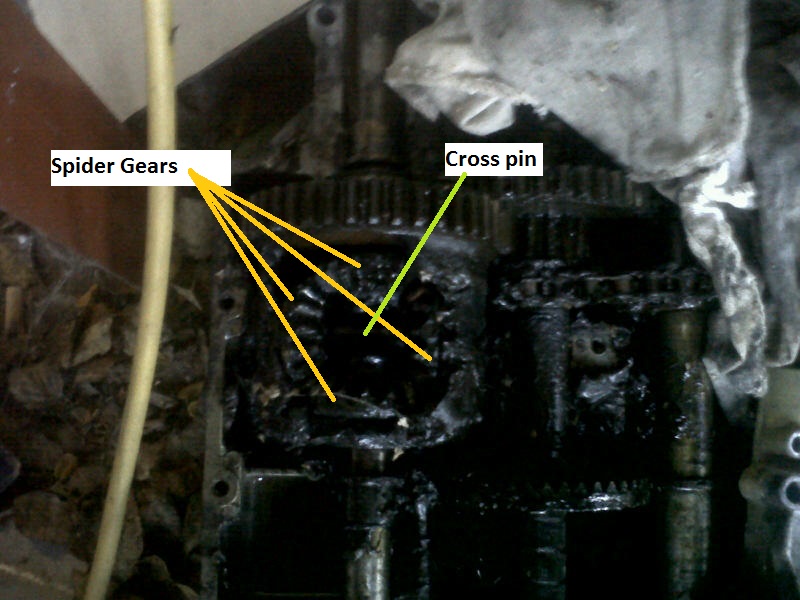
First, a pic of a differential showing the spider gears. This is a Peerless 800 with an iron carrier, but it shows the spider gears I wanted rid of.
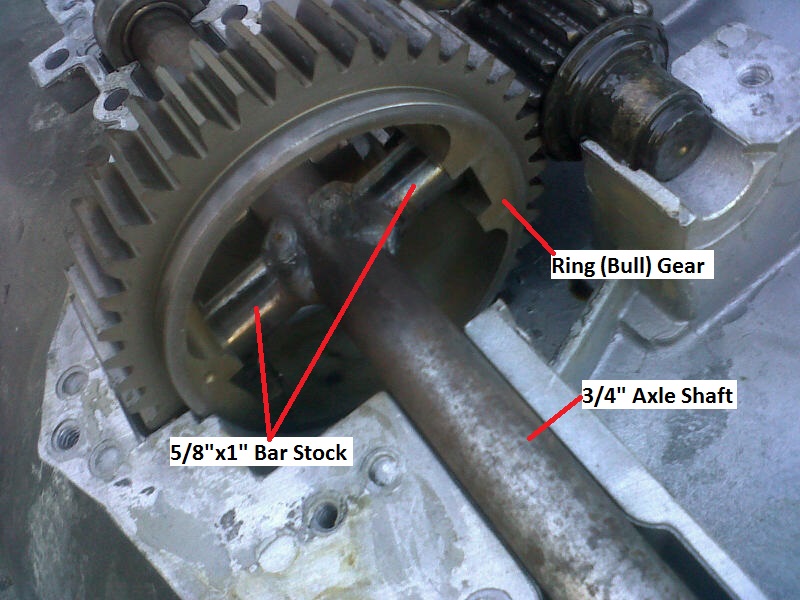
Digging through my parts, I came up with a good length of 3/4" shafting. It was used and a bit rusty, but straight as an arrow. Running it through the ring gear with the spiders and cross pin out, I determined that two, 1" pieces of 5/8" steel rod would do. I cut the pieces tacked them to the axle, took the axle out, and burnt them in good.
Here you see the new cross pins welded to the shaft and indexing the ring gear. Please note that in this "carrier-less" design, the ring gear needs to be free to float in it's machined bearing bore. While the pins are welded to the axle, they are NOT welded to the ring gear. Since the ring gear floated from the factory, I'm not gonna argue it. And again- weld it cocked, and you're screwed.
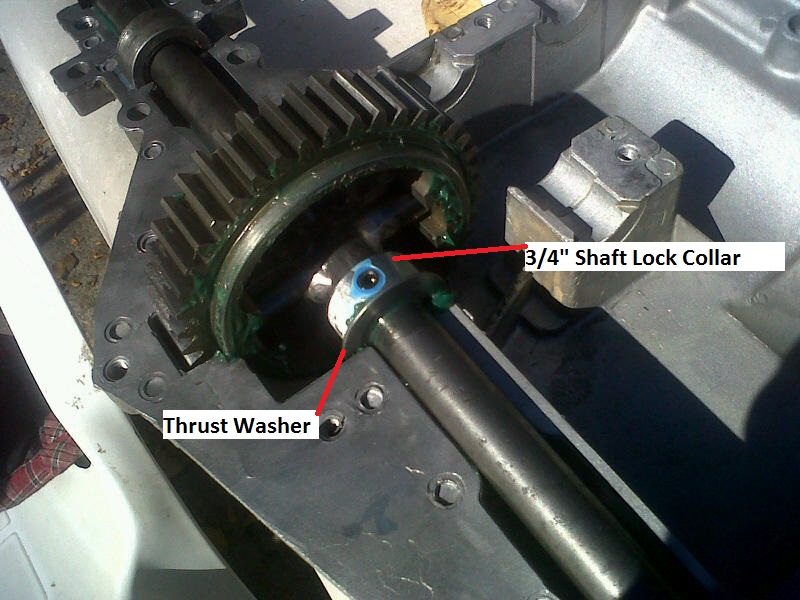
Now- with everything floating around all nicely, I had to address the next problem. Keeping the axle from floating itself right on out of the ring gear. That'd hurt. Now- In truth, if the wheels are securely fastened to the axle on both sides, the axle can't move side to side. That's still not good enough for me. What if a wheel were to come loose in a good romp? Then you've gone from 3-wheeling, to a grenaded transaxle. I've grenaded one, I don't intend to break another one anytime soon.
My solution lay in a couple of 3/4" shaft lock collars, as well as the factory thrust washers. I messed with the positions of the collars until I was satisfied that I had enough end play not to bind, but not enough to get crazy. I didn't measure it, but I'm guessing about 0.020". I rolled the axle several times and all was good. So the setscrew locations were marked on the shaft and I filed flats on the shaft for the screws to index. A couple of drops of Loctite, and I cinched them down. Note that when I have pointed setscrews, I drill a recess in the shaft to index. The screws had a much flatter profile, so I filed flats on the axle.
While I was inside the gearcase, I decided to oil-fill this sucker and spend a large amount of time cleaning all that evil Bentonite grease out of the case halves and all the various parts. With everything clean and re-assembled, I regreased a few key points, and ran a bead of silicone over all the mating surfaces, including all the way around the bronze bushings on the outside edges of the case, all the way around the axle bearings too. Please note that I found that a pair of axle bearings from a Peerless 800 not only fit, but had integral oil seals. I have been running these bearing in there since I installed this tranny, after shattering my old one. No issues. In this 900 series transaxle, the axle shafts ride only in a plain bearing bore, yet there's bores in the casting for bearings. So, with an eye towards better axle support, I installed them. It's probably worth noting that before I siliconed the case, I temporarily assembled the case and hand spun the input shaft several times in a few different gears to make sure everything ran smoothly.
Locked, caulked, and ready to rock! With everything deemed good to go, I filled the case up just under halfway with 75W90 gear oil, and left the silicone to skim up a bit in the sun. Reassembled the case, leaving only the vent to deal with. There is a factory threaded hole near the shift shaft that's there for an optional neutral safety start switch. A brass, 1/4"NPTx1/4"hose barb fits this hole, but the threaded portion of the fitting is a bit long and may hang on the shift sector shaft. I cut about the last 3 threads off, wrapped it in teflon tape, and installed it.
With the tranny reinstalled, I ran a length of 1/4" hose up from the vent fitting thru existing holes to up under the seat.
Now- The axle shaft I used was NOT keyed along it's entire length, leaving me to have to cut new keyways for the wheels. I put the wheels on temporarily, marked the shaft lengths allowing for another 3/4" lock collar to retain each wheel, and cut each side of the axle to length. I then spent close to 2 hours cutting the new keyways (that's a whole other article, LOL) and installed the wheels.
Again, I filed flats on the shafts and used Loctite to keep that setscrew from going anywhere. Alternate options include cutting in a snap ring groove (like it had from the factory) or drilling and tapping the axle ends for a retaining bolt. I may do that later.
I lit the engine, and tested it on jackstands. Everything seemed to operate smoothly and quietly, so I took it for a drive. MULE is a whole new animal now! Obstacles that were a problem before, weren't. The turning radius didn't suffer half as bad as I thought it might, and it was loads of fun turning tight circles with one rear wheel in the air! I did some pretty good test-romping, and everything is working beautifully! DocLocker, FTW!!!
I really like this doc, well written and good tech in general ! I can't wait to see how you cut the key way
Thanks. I wasn't necessarily planning a writeup on the keyway, but it IS a challenge that some folks will face in their mower-modding careers. Since none of us are rich, maybe some pics and details of the operation will spare somebody a pricey trip to a machine shop. Stay tuned on that one!
A note of caution, just any old piece of 3/4 won't do the job. Mower axles are hardened and tempered, and much tougher than cold rolled steel. You will find yourself bending axles if soft steel is used.
A note of caution, just any old piece of 3/4 won't do the job. Mower axles are hardened and tempered, and much tougher than cold rolled steel. You will find yourself bending axles if soft steel is used.
Steel is an interesting topic. I'm no metallurgist, but I can offer the following:
*The shaft I used was a go kart axle in its original incarnation. I figured that to be a good choice *Cold rolled steel bar stock is not to be confused with "shaft". Steel bar stock is not dimensionally accurate, nor truly "straight", in addition to being neither hardened nor tempered *Mower axles are "shafting", hardened and tempered to some degree- but can still be cut, drilled, and welded- so they are not high-carbon "tool" steel. Having cut,drilled, and welded on these shafts in the past, I know they are not too hard. *The ideal axle shafting needs to be a balance. The steel needs to be soft enough to flex and rebound a bit under shock loads- TOO hard, and you'd break an axle on a good hit. Too soft, and that hit would bend it, and it'd stay bent.
NOTE- Original post pics swapped out for labelled images for clarity...
I've actually used tool steel, that I hardended/tempered, as an replacement axle. It did work, but that was a long time ago.
If you do snap a stock axle, you can see the graining of the steel. You're right, they are not hard, hence the tempering part.
I'm not sure where someone could easily get 3/4 size, that was tough enough for the application. Do they sell kart axles in 3/4 size? Could always weld two lengths of mower axles together.
3/4" kart axles can be had. They are not as common as 1" but still attainable. In addition, some farm supply stores like Tractor Supply carry shafting, and you'd probably find a whole host of shaft options at a steel supplier. My local steel supplier has shafting in more sizes than you can shake a shifter at, in both keyed and non-keyed and varying strengths.
so if it needs to be hard but not to hard, i could use, lets say 3/4 in stainless and turn it on my lathe to exact dimensions? i've tried to bend stainless and that stuff just doesn't bend!
Stretch44875 Administrator
500+ Posts
500+ Posts
Age : 49 Join date : 2012-04-05 Points : 5704 Posts : 959 Location : Mansfield, Ohio
we have a couple diferent ratings of stainless at my school which would you want to use 410? i have all the tools at my disposal, and the price for stainless is the same as regular steel so, kinda wanna use it
Doc Sprocket Site VIP
2500+ Posts
2500+ Posts!
2018 Build-Off Entrant
2018 Build-Off Entrant
2021 Winner of Winners
2021 Winner of Winners
1st Place Build-Off 2016
1st Place Build-Off Winner 2016
Age : 51 Join date : 2013-04-21 Points : 7321 Posts : 2914 Location : Ontario Canada
I'm quite surprised! Everywhere local to me, s/s is quite a bit pricier than standard carbon steel. As for which type- further research into the properties of 300 vs 400 series is required. Offhand, I'm unsure. I'm not a metallurgist by any stretch (including our Stretch -LOL-) but I can tell you that one is magnetically attractive (ferrous) and one is not. One's easier to cut and machine than the other, but my memory is a wee bit foggy on which is which right now.
I was thinking, could you use some solid square stock instead of a pin? If you clamped both sides down TIGHT in a drill press and drilled out the "hole" (itll probably go off the sides), couldnt that work? Thinking it might hold better too since itll ride on a flat edge.
You certainly could use square, and it was the first thing I reached for. However- what I had on hand was not thick enough. In my mind, excess play is bad news here. So, I just cut up a factory cross pin.
Probably a good idea. Might be able to find a spec size piece on eBay, I know I have purchased 1x1" solid aluminum pieces before for paintball projects.
I'm thinking seriously about welding the center 4 point star from a u joint between the stock axles as the locker. It would appear very similar to your setup. If I can figure a no weld way to use them, it might be a cheap locker alternative for some. Experimentation and results to follow in a later post.













 Well, y'all know me, I got my own ideas.
Well, y'all know me, I got my own ideas.